During the last weekend of March, the WOT community gathered for a working weekend to repair and refresh the terrain after the winter wear. There were a handful of squares to tick off the board. The first task was to install a box on the PTB that will house electronics for testing solar pumps. Thanks to Dirk, who brought the box and guided us through the process, we managed to install it, create a custom bottom board, and add the first electronic components.
While some members focused on that, others found themselves in a friendly battle with the tall grass in the middle of the terrain. Next on the list was fixing the PTB electric motor, which meant only one thing: suiting up in climbing gear, dismantling the motor, and bringing it down.
The real fun began when we tried to open it, every fourth screw was rusted solid, so we had to get creative. In the end, we won the fight and discovered far more water inside than there should have been. After drying, greasing, and reassembling it, we crossed our fingers, but our first test wasn’t very convincing.
Before we could climb back up the test tower, it was time for the classic WOT fire. As usual, it was huge, you could feel the heat from the top of the Kreta.
The next morning brought climbing time. We carefully brought the motor back up, and our hopes were fulfilled: when we switched it on, we heard the sweet sound of the pump doing its job.
The timing couldn’t have been better as we just touched the ground again, the rain began. And it wasn’t just the clouds leaking water: the solar shower was too. This led us to replace the buoys inside, clean everything up, and get it ready for the summer.
Some time ago, completely out of the blue, the WOT received an email from the Hogeschool Arnhem Nijmegen (HAN). This university of applied science was looking for an organization to host a workshop during their International Week. After some chatter, we arrived at a marble pump course.
Fast forward to February 5th: after careful preparation, it was time to hit the road to Nijmegen. We rented a car, loaded up our materials, and, with classic road trip tunes like Highway to Hell, we arrived in no time. Once there, we were guided to a classroom where we prepared everything for the 16 expected course takers.
We kicked off with a short presentation about the WOT and the mechanics of the marble pump. Then it was time to get building. Working in groups of 2, 3, and 4, the course takers eagerly got to work.
The start was, as expected, full of confusion. There were 4 tubes, each slightly larger than the previous, and their diameters were in inches :0. Luckily, everyone got a feel of the measurements soon enough and could get going. Sure, there were some mishaps and miscalculations, but that was all part of the learning experience. And after almost two hours of ‘gezellig’ teamwork, each group had their own functioning marble pump!
With the workshop successfully completed, we cleaned up the classroom and ended the day in the best possible way: dinner with the HAN International Week organizers. It was a fantastic experience, and we hope to be back for more hands-on courses in the future!
Can you hear that?? Far away… behind the horst… a dreadful but familiar sound can be heard faintly. It seems like Mariah Carey has defrosted once again, and All I Want for Christmas Is You echoes in the Kiwanda like it’s almost the 25th of December again. Saint nick might be long gone, but on the 10th of January the WOT is high on Christmas. Quite on time if I may say, my student house had its Christmas diner on the 25th of June last year. Which is literally the furthest date from Christmas.
Coincidentally, just a catapult shot away, Newton also had its Christmas dinner on the 10th. When I noticed this, I feared that some of WOT’s Mechanical engineers might be kidnapped and forced to go there instead. But luckily that was not case (with some exceptions). Even though I was sceptical about this date, our board assured us that the 10th was the right date because they ‘felt it’. Now, I have to admit (and I don’t do this often), were they right. We had a whopping 39(!!) WOTters show up for this fantastic candle lit dinner.
Preparation for the diner began two days beforehand with taking inventory, choosing recipes and of course the groceries. Then Friday morning the cooking began. I wasn’t there myself, but I can say with certainty that they cooked. The appetizers (made possible by Norah and Erik) were savoury cupcakes with cheese, sun-dried-tomato and olive. Now whenever I hear ‘savoury’ and then something that’s not supposed to be savoury, like cupcakes, red flags go off in my head. I can confidently say that since I had these cupcakes those red flags have burned away. These cupcakes were a true delight, and I have plans to make them myself.
From here my light dimmed a bit, I may have had one to many glasses, or rather, bottles of wine. What I do remember very sharply are the next few dishes, and how great it all tased. The carrot-tomato soup, the Hachee with potatoes and red beet, and of course the apple crumble cake. Sometimes when I eat too much, I wonder whether all the food would be worth the extra weight. This is not one of those times. Hats off to Norah, Erik and Robin! The dishes they prepared were expertly made. Also, by pure coincidence, this was also the third homemade apple crumble cake I had in two weeks. Ranking these three is difficult since I made the other two myself, so I will have to call it a three-way pie.
Oh and we can’t forget the candles! As per WOT tradition, the candle holders are beuned just before the diner. Now all candle holders are special in their own way, but some were more special than others. Out of all of the candle holders, there are a lot of contenders for the nr 1 spot. But my personal favourite would have to be Nathan’s. Not because it was an original design, or because it had functionality, no in truth it’s a candle holder only it’s mother could love. That made burning the candle holder (which was just a block of wood with a hole in it), so much fun and memorable. Nathans attempts to save its pathetic creation just added fuel to the fire. And that’s why its nr 1… also because I forgot all the others.
All in all, it was a great Christmas diner. There was a lot of great food, deep conversations, flaming candle holders, and, of course, gezelligheid. Christmas is about sharing Joy with others. Whether you believe Joy goes through the stomach, or Joy is laughing with (or at) other people, or if you are an addict and think Joy is alcohol, there certainly was a lot of Joy. Here’s to next Christmas diner! As my great friend, and WOTter abroad Santiago would say, Happy Christmas, Happy New Year and Happy birthday!
Today we have learned a lot about the history of the Diever. But before we can dive into the story behind our most famous (but not most notorious) windmill we will cover an introduction about windmills in general.
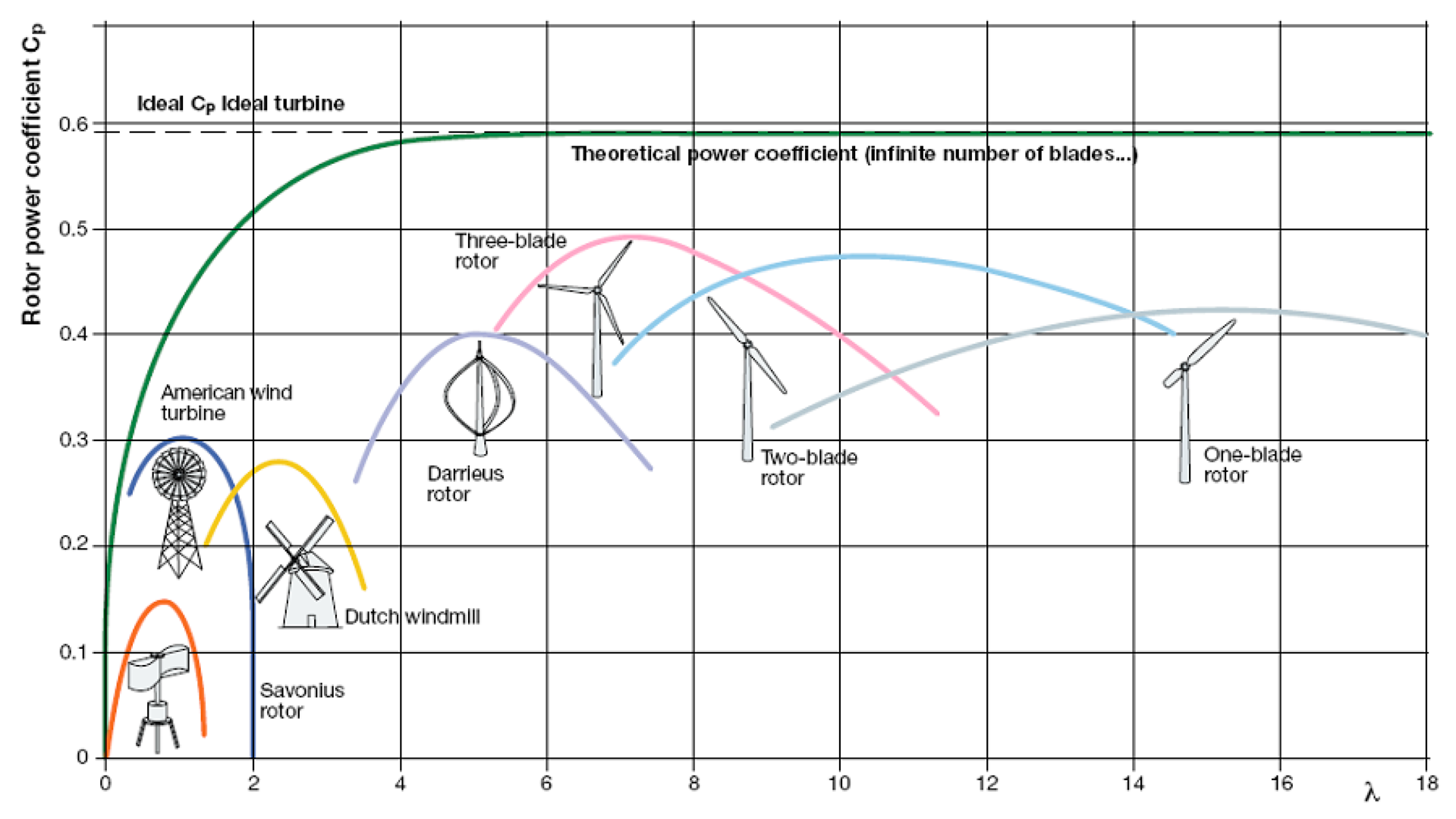
In the lecture the rotor power coefficient (Cp) was touched upon and why some blade and rotor designs are more or less suitable for their designated purpose. Electricity generating windmills require less start-up torque to function and benefit from higher rotational speeds. This is why you see windmills with less blades that can utilise higher wind speeds. On the other hand water pumping windmills (WPW’s) require a much higher starting torque to lift the water column. Hence they employ more blades and a slower rotational speed, as you can see in the figure below.
Next we look into the shape of the blades. The most optimal blade shape is difficult to manufacture, so for budget friendly approaches, one is often limited to more simplistic designs. Such as the sails of the Crete or steel sheets based blades.
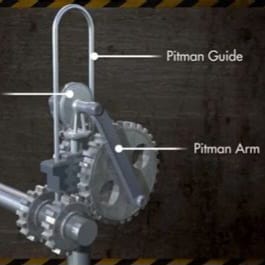
The goal of such water pumping windmill is to convert kinetic energy of the wind into gravitational energy by pumping a column of water up. This is possible by transmitting the rotational motion of the rotor to a vertical pumping motion. There are three main ways of transmission:
The most simple method involves a crankshaft. The crankshaft is connected to a wheel and the pumping rod as can be seen in the image below. A second method is using a four bar linkage. This method is most famously employed in pump-jacks, but is also very suitable for windmill transmittions. Finally, there is the pitman-arm transmittion. While this is a efficient aproach, the gears require lubrication and make the manufacturing and maintanance labor intensive.
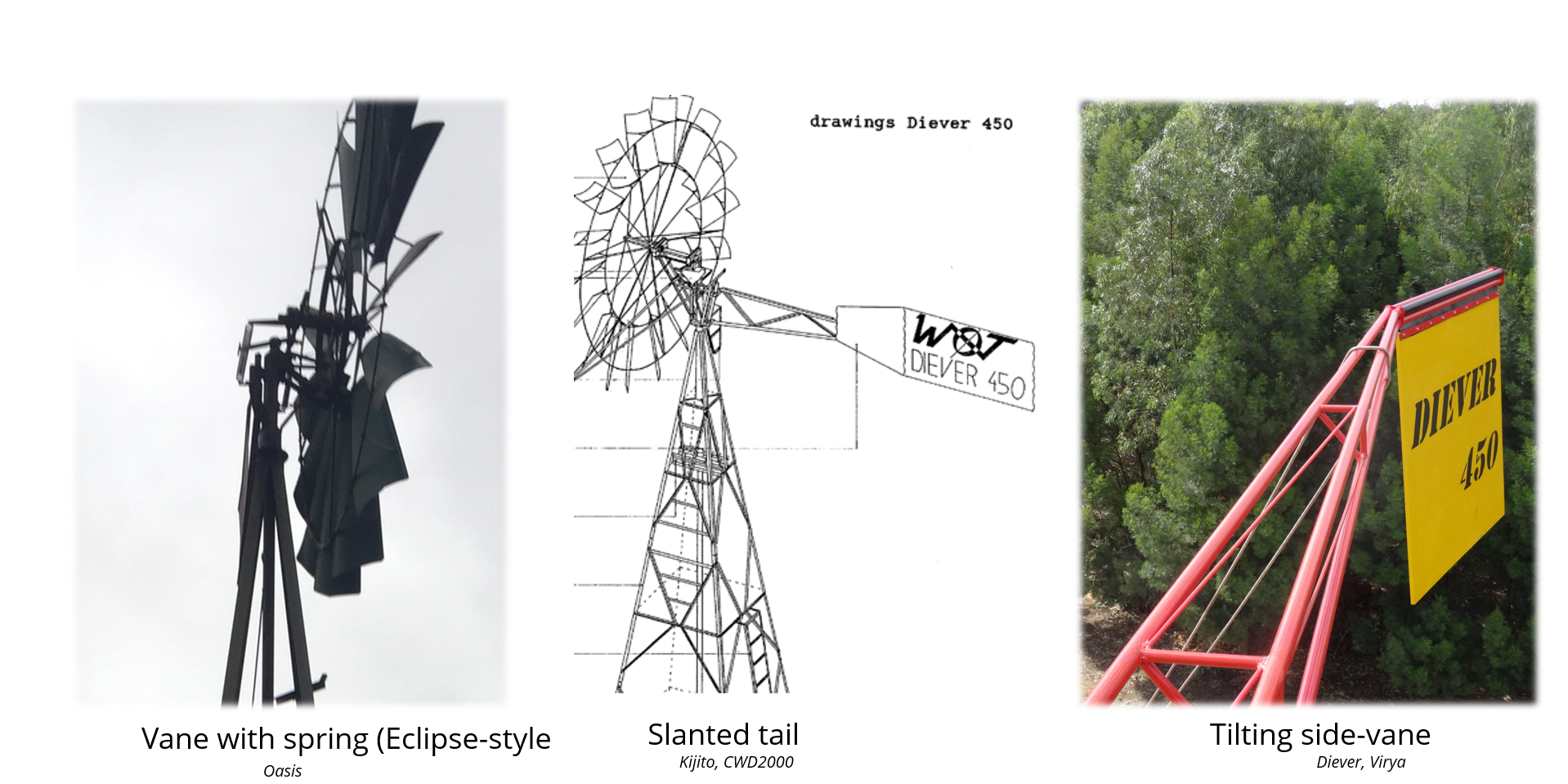
Another important aspect of a windmill is the security. This is a mechanism that causes the windmill to turn out of the wind when it is storming and can also be subdivided into three main methods:
The first two methods use a helper vane that creates torque, such that the head of the windmill wants to turn. This is counteracted by the main vane that has more surface and thus keeps the head pointed towards the wind in normal conditions. One method is to add a spring to the main vane such that in stormy wheather it is pushed to the side and thus rotates the head out of the wind, this is used in the Oasis. Another method is to add a slanted mane vane/tail, such that pushing the tail to the side also requires it to be pushed upwards. With this design gravity replaces the role of the spring, this is used in the Kijito.
The last method is the tilting side-vane, which is used in both the Virya and the Diever on the WOT terrain. In this case the rotor is shifted sligthly off-axis (replacing the role of the helper vane). The main vane is also put off-axis to counteract the torque that is created by the rotor such that the head is turned into the wind direction. Is stormy weather the tail can tilt up, in this case the rotor wins the torque balance and turns the head out of the wind.
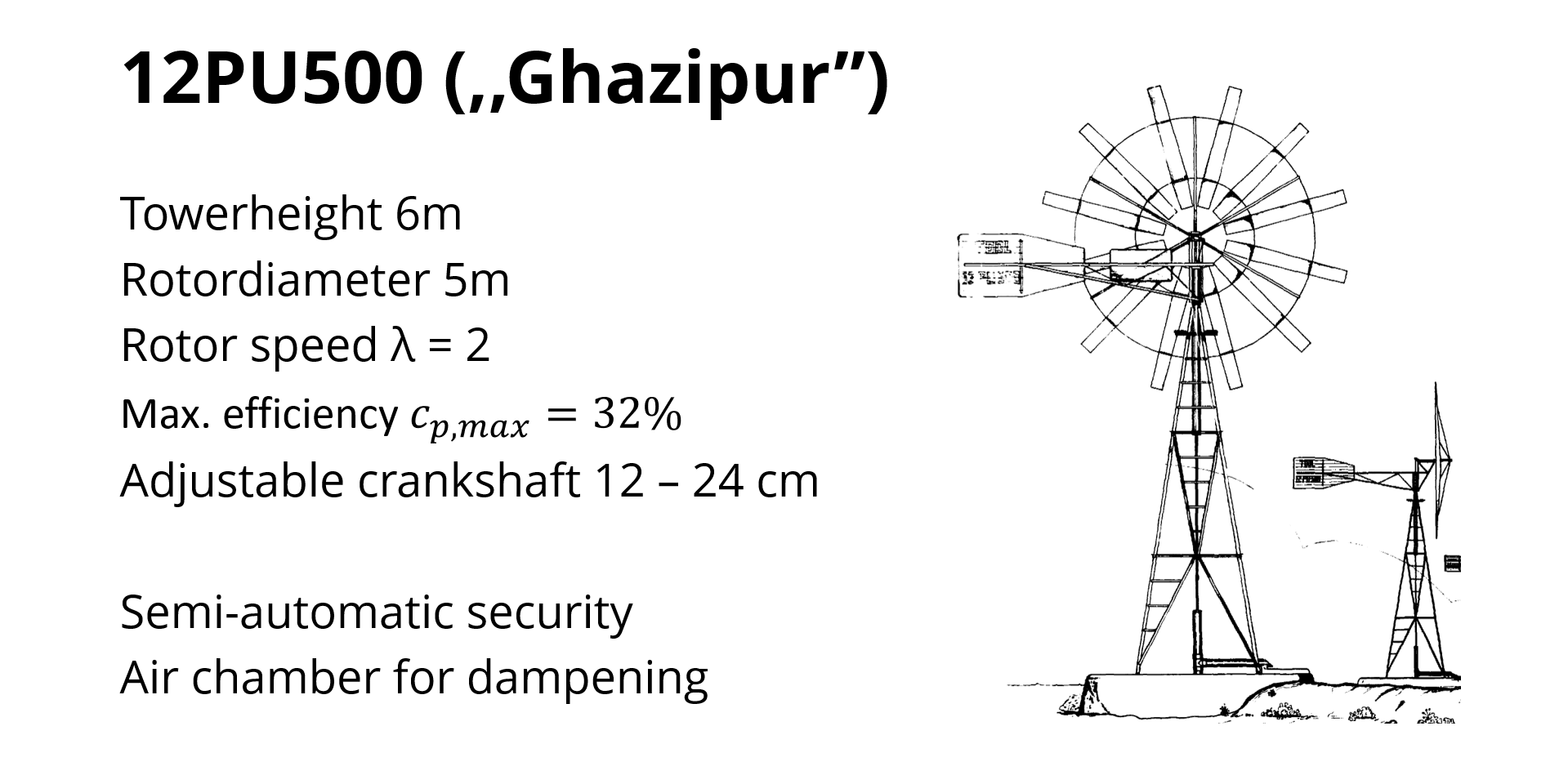
With this introduction in our heads we got into the developments that lead up to the newest version of the Diever in 2018. The story starts with another windmill that is designed at the WOT. The 12PU500 (a.k.a. Ghazipur) windmill was designed by Niek v.d. Ven and Willem Nijhof in 1979, when our association was in its first years. In this time period the Dutch goverment was willing to give subsidies in order to create water pumping windmills into an export product. With these subsidies and the TOOL foundation the 12PU500 windmill design got exported to multiple developing countries, there was even a factoy set up in Ghazipur, India. Eventually 3000 or more of these windmills were produced, but the project was seen as a total flop. Because a report came out stating that this windmill was too expensive and unreliable.
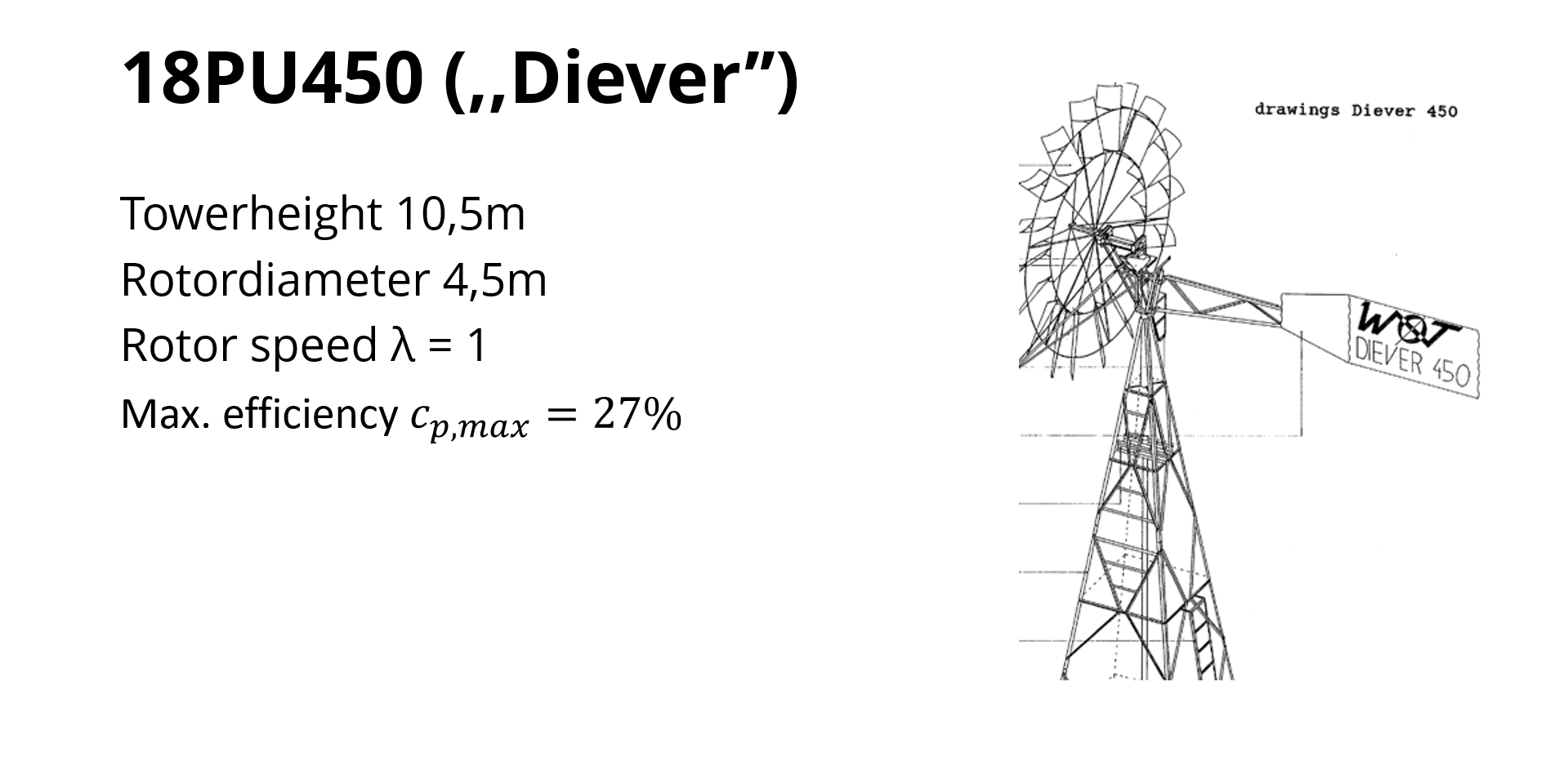
With this feedback Frans Brughuis drew up the first design of the 18PU450 (a.k.a. Diever) in 1987 at the WOT. These designs were published in 1990 and spread to developing countries, but we did not always hear back. With the information we did get back we figured that there are a couple dozens of Diever’s out there, mainly in Bolivia where a small setup was created that produced them.
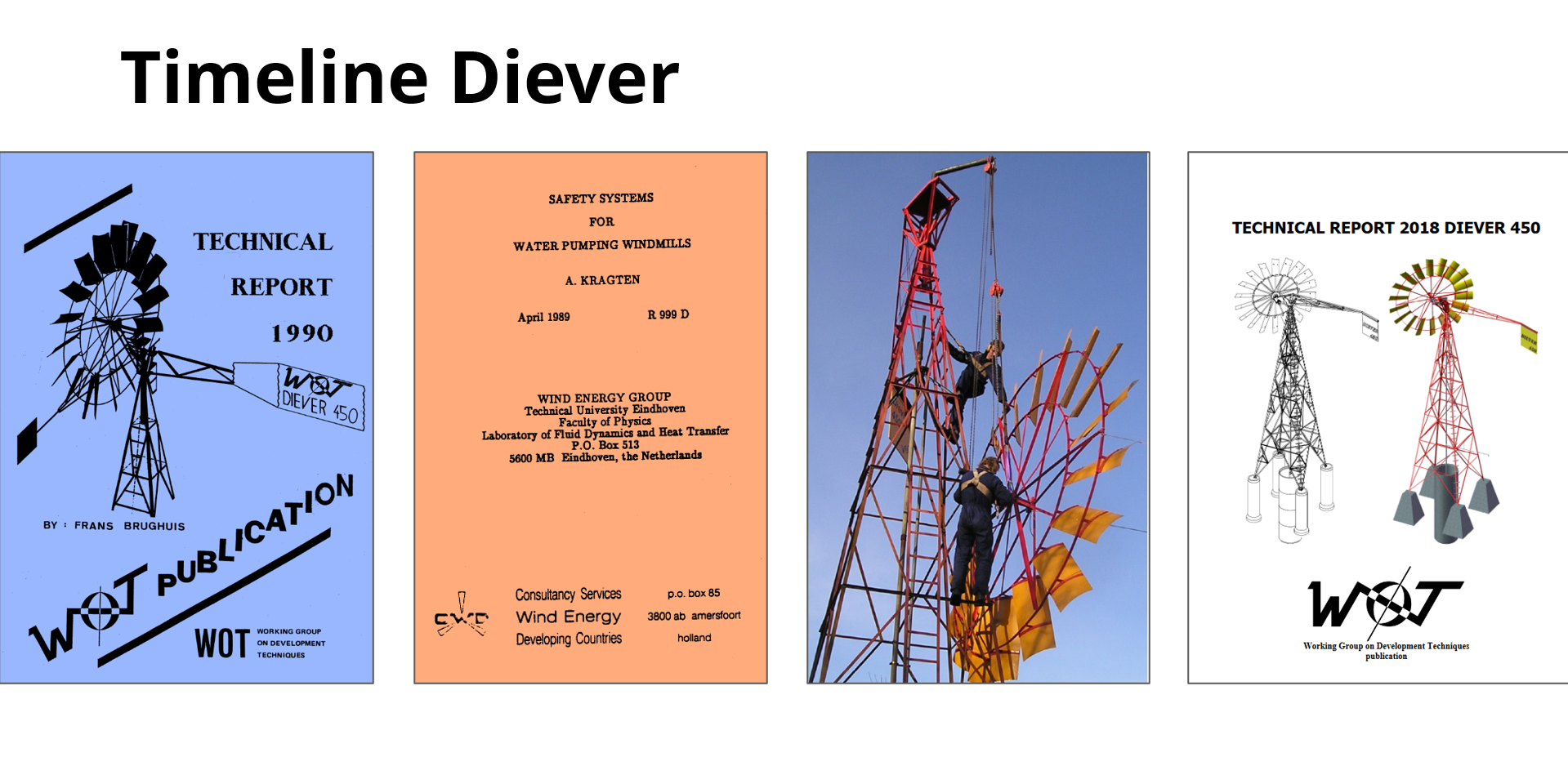
But the development of the Diever did not end with this design. The first design had a slanted tail and a PVC pump. Later in 1993 the design was updated with a tilting side-vane and a brass pump. This design had an official opening with the former Dutch minister for Foreign Trade and Development Aid. In 2004 a new design was created with the four bar linkage transmission instead of the crankshaft in previous designs. In 2016 the head of the Diever on our terrain was replaced with the 2004 transmission and in 2018 the drawings of the new design were published. You can read more about the Diever and the reports on our website.
The technical report in 2018 included 3 versions:
DA – a complete galvanisable version, without welds.
DB – with the 2016 improvements, as built on the WOT terrain.
DD – improved rotor and counterweight, this version was built in South Africa.
In 2018, the same year that the newest version was published, a South African farmer, Bennie, contacted us that he wanted to built a Diever windmill. So we sent him the drawings of the improved version (DD) and he got to work. When this version was built, some WOTters travelled to South Africa to watch it in its full glory. In the image below you can see the South African windmill with its four bar linkage pumping transmission.
There is another South African farmer that the WOT has cantact with and some WOTters have visited, namely Burgert Terblanche. He is called a water pump fanatic and has done several inventions. One of which is the HDPE pump, which can be more read about in this blogpost. The terrain of Burgert is full of small and large innovations on water pumps and windmills, such as a pumping rod with wood instead of a breakpin and the use of springs to dampen pumping strokes. He also thought of the “Forskop” that allows windmills to pump water up higher than their output. We also have some floating ball valves from him that we are testing on our terrain.
Hand drilling a well by hand is affordable, quick, and uses local resources. But in many areas, it’s not possible due to low water yield. A new method developed by Wolfgang Buchner addresses this issue, allowing hand-drilled wells to be installed in more locations. Hand-drilled wells are usually small in diameter, which creates problems in soils that don’t allow water to flow easily, like clay or mica-rich soils. The small diameter limits the surface area through which water can enter, and the well’s filter screen often clogs with fine particles, leading to slow refilling; the well is pumped dry quickly.
In these soils, hand-dug wells have traditionally been used, as their larger diameter provides better flow. However, digging is a lot slower and dangerous work. Buchner’s method solves these issues and makes manual drilling feasible, even in challenging soils. Here’s how it works: After drilling, a temporary casing—a pipe with large side slots and an open bottom—is installed. Water is pumped out, flushing fine particles that would otherwise clog the filter. Once the water runs clear, a permanent, slightly smaller casing with a filter is installed inside the temporary one. The temporary casing is then removed for reuse.
This approach cleans the surrounding soil of small particles and effectively increases the well’s diameter, combining the benefits of a small-diameter well with the water yield of a larger one. Best of both worlds! To learn more about the method, have a look at the video:
We all know WOTters are the sportiest people in the world, but sometimes they need some extra exercise. This was achieved by fitting an old motor from a kid’s toy on an old rowing machine out of gym, connect to some batteries and we have renewable energy!
Because the motor from the kid’s toy is a three phase permanent magnet motor, it generates a 3 phase Alternating Current (AC) when rotated. This is very useful for high power motors such as in trains or big milling equipment, but not so much for small scale off-gird power. This is why the generator is connected to a ‘full bridge rectifier’, this takes the three phase AC input and converts it to Direct Current (DC). Cheers for AC/DC! The output DC of the rectifier is then connected to a lead-acid battery (also DC) and voilla; we can put muscle power into a battery!
Small off-grid systems often save solar energy in a battery and later convert that to 230 V AC. This can be done here too! So during the day one could use a solar panel and at night human power.
In the pictures above, the generator can be seen on the left. It is connected with gears and chain from a bike. This increases the rotational speed of the generator. Because the generated voltage is proportional to rotational speed, we can now generator higher voltages. On the right picture you can see two batteries in series (24 V). With higher voltages we can handle more power. With this setup, you could easily start a full sized diesel lorry (50 ton) if you row for a while!
Of course not everyone has an off-grid setup or a lorry with empty batteries. The energy in the battery can also be injected into the grid. Below is a picture of the generated power on the screen (every peak is someone pulling on the rower). To the left is a small solar converter that can inject DC into the national grid. This way we are powering an infinitesimal bit of the world!
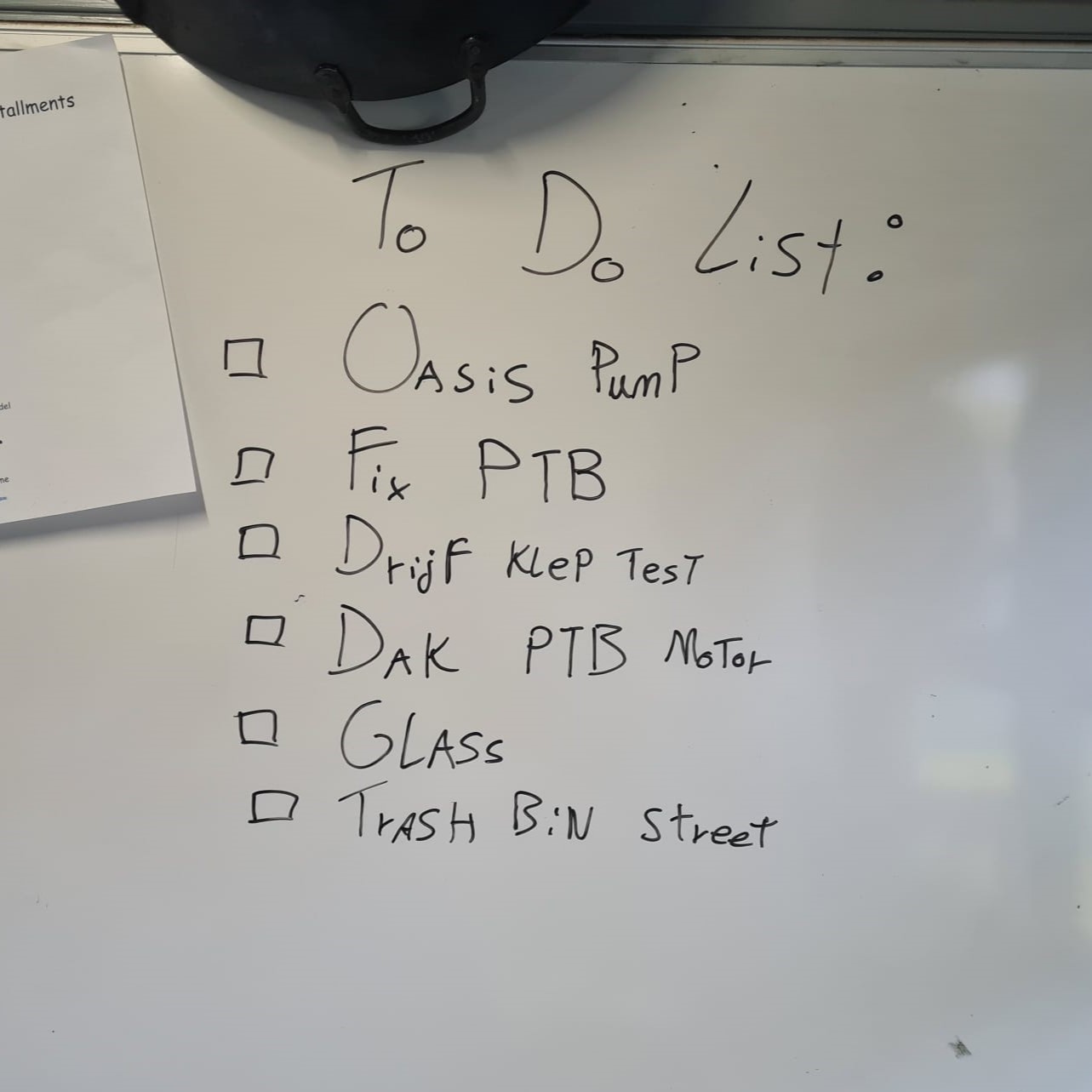
This November we had our 4th workingweekend of the year. And although it was cold and wintery outside ❄❄❄we were still kept warm by the all the work we put in projects. We prepaired the terrain for winter, fixed the PTB and the Diever and gave the Oasis a touch up.
Because of the upcoming winter the terrain needed to be prepaired. This meant that all the pipes needed to be cleared of water such that they do not break. WARNING PHYSICS SECTION: The reason this needed to be done is because of the very unique property of water that it expands if it freezes, you will not see this in almost all of the other substances. But why does water does this? When water (H2O) freezes it forms a hexagonal latice because of its distinct shape. This hexagonal latice takes up a lot of space, even more than the same amount of individual H2O molecules would. Conclusion: We need to close all the outside taps on the terrain every winter.
The Pump Testing Bench (a.k.a. PTB) has not been testing pumps for almost a year. Which of course is not what it is meant to do. Last summer the new tubes where ordered, but because of a mixup they did not have the right coating that would protect them against rust. So after a few weeks and multilple layers of paint they were finally ready to be put back in the PTB tower last weekend. They were also threaded and cut such that they have enough ground clearance such that a pump can be put under them. Besides this, the motor that powers the PTB was stuk because of rust, but with a plumber’s wrench and a handy placement of a welding glove it was made unstuck again. In order to keep the PTB from being stuck we need to run the motor a few minutes every so often and we also started to design a cover that would protect it from rain.
At the start of the working weekend we noticed that the Diever was turning rather fast. Apparently the breaking pin broke, which (as its name says) is its purpose. But why do we inculde something a part with the purpose to break? You might ask. This is because we do not want the whole windmill to break itself in, for example; a storm. The breaking pin is meant to break the first in the system and is made to be easily replaced. This is why this job was easily done during the working weekend.
Our work on the Oasis began on Sunday with a relatively straightforward initial goal: to install a new pump. The first challenge was removing the T-shaped pipe connected to the windmill—a task we ultimately succeeded in with the help of a flamethrower. Once that was done, we moved on to installing the pump. This required fabricating a pipe to position the pump at the correct height within the water. However, we ran into a problem: we didn’t have the right thread maker available. As a result, the installation had to be postponed until some next Wednesday. In the meantime, we shifted focus to cleaning the windmill’s well in preparation for winter and to prevent the new pump from getting clogged. During the cleaning process, we discovered a family of frogs 🐸 living there. They were safely escorted to a new habitat.
As part of the cleaning effort, we decided to remove overgrown grass that was spilling into the well. While doing so, we uncovered gravel and brick edging around the Oasis base that had been hidden under a thick layer of grass. This led to a new goal: restoring the base of the windmill to its former glory. We carefully removed the gravel and bricks, cleaned them, and repositioned them. To enhance the restoration, we added bricks to the far side where they were missing and topped the base with fresh gravel. You can see the before and after in the images below.
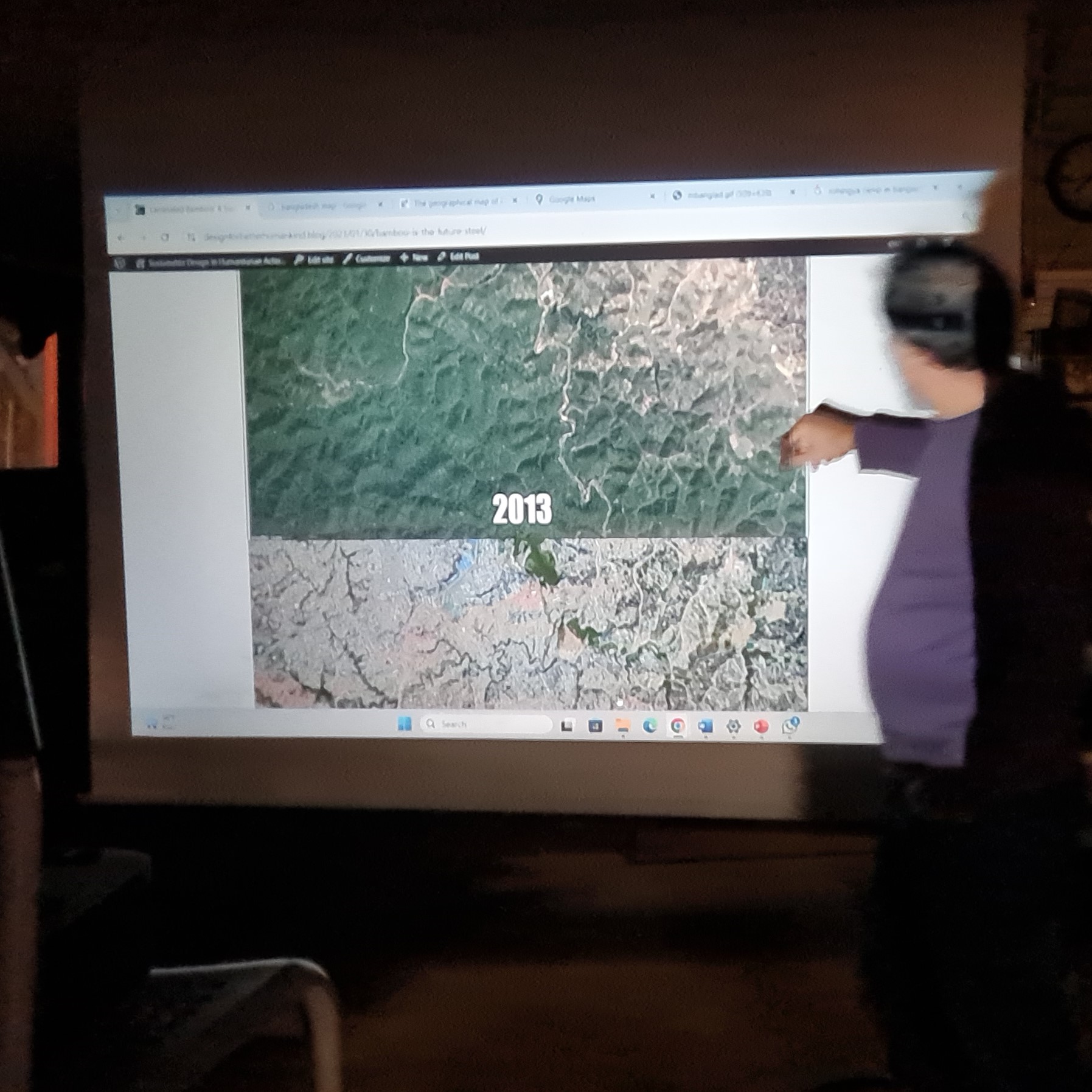
On wednesday 9th of october Wissam Muases came to the Kiwanda to share about his field work in the refugee camps in Bangladesh. He told us about three projects that emerged from the problems in the Rohingya camps in Bangladesh.
He begon his presentation with explaining the sitiuation of these camps that emereged in late 2017. They are located in the south east of Bangladesh and have developed in an uninhabited area. He showed how the enviroment completely changed in just a couple of years. They are also located in the only hilly area of Bangladesh, which the established NGO’s do not have experience with.
One of the problems that are caused by the sudden emergence of the camps and the lack of knowledge of the enviroment are the flawed structures. They use a lot of bamboo to build houses that sometimes go up to 15 meters. They are also used to build retaining walls. But because the bare bamboo is exposed to the ground and open air it rots easily so a lot of buildings have to be replaced within a year. This conditions prevent the inhabitants to develop farms or other utilities.
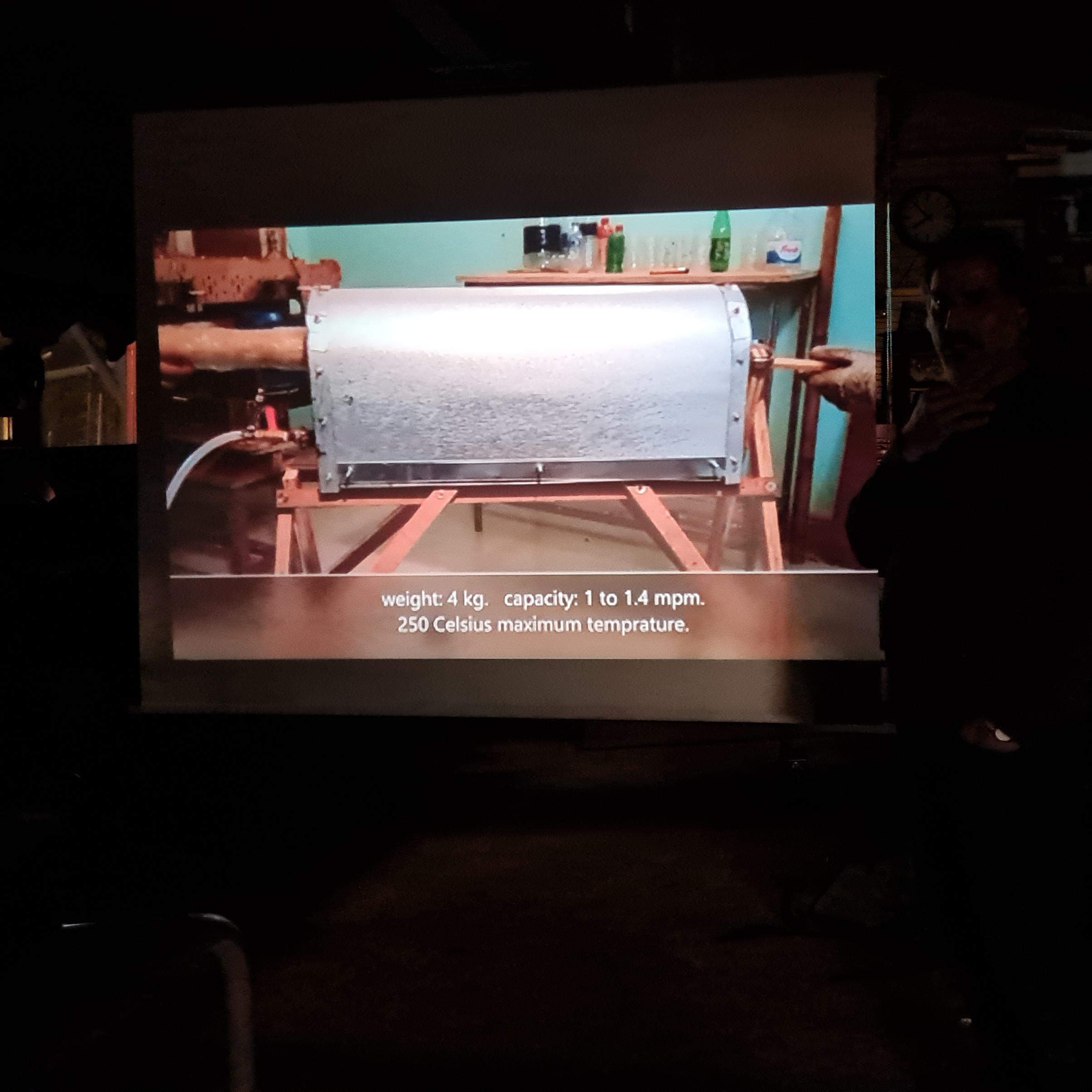
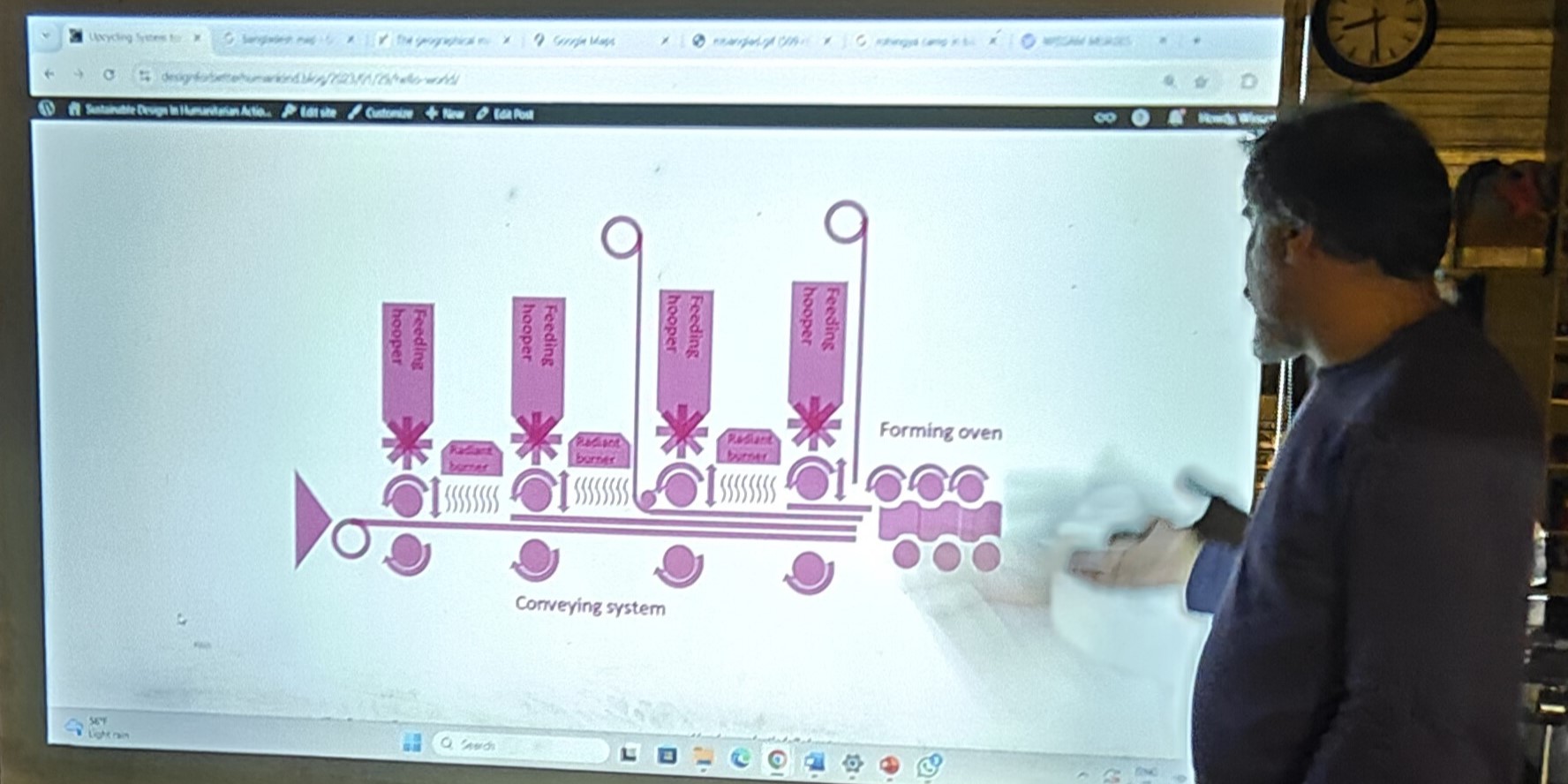
Wissam came up with a solution to use plastic bottles to wrap around the bamboo poles. He designed an oven that shrink the bottles on the poles. It uses propane gas that is burned with an excess of oxygen to have a clean combustion. Bamboo that is treated with this process already show better resilience to the elements. They are predicted to live from 5 upto 10 years, which would be a huge improvement in sustainabillity compared to the current conditions in the camps.
Another problem Wissam encountered was the solid waste management. The current system uses concrete bins where the inhabitants deposit their trash, but these are hard to clear out and usually overflow. People use watersystems to dispose of their trash that includes both bio degradable items and plastics. To solve the problem with the overflowing waste bins Wissam designed nets that are light weight and can be easily removed and transported. This just leaves the problem of sorting the trash.
Wissam is currently looking into the waste processing plants and how to make them more efficient and more sustainable. Because of his background in art he also wants to upcycle plastic trash. He designed and is still prototyping a machine that can produce solid plastic sheets.
Wissam also has blogs where he writes about the progress of his projects and also collects lots of pictures taken by people from the refugee camps. It contains way more information about the topics that was discussed in the presentation. We also used these blogs as sources for this blogpost:
In August of 2024, during the Kick-In, the WOT hosted multiple fun activies for new students at the University of Twente. During these activities they were able to learn and make things at the WOT terrain. Troughout the Kick-In, which lasted 9 days, the new students were divided over do-groups from the same study program.
On the 20th we hosted a welding course for the ladies Kick-In of W.S.G. Newton. During this day new female students at Mechanical Engineering received a welding course where they learned to make strong connections using electrode welding. The final product was a steel name plate on a stand. This sounds simple, but required the new students to make tidy ‘catterpillars’ 🐛 on the steel plate and weld on the inside and outside of an angled connection.
On the 26th new students of S.G. Daedalus came by for their faculty Kick-In. Each do-group made a drink holder. Each do-group received blank planks that were cut into a shape related to that do group, with the goal to draw✏️ and paint🎨 on it to their liking.
On the 27th and 28th new students of W.S.G. Newton came by. On the first day the do-groups competed in which could build the best catapult. They were allowed to use pallets and parts from spare bikes alongside tools from the workshop. The goal was to make the catapult that could shoot the furthest. After this the do-groups painted their own drink holders to use them out at a BBQ from Newton. The second day was another day of ‘beuning’, but this time the do-groups competed to make cranes that could lift a keg the highest.
In addition to these activities the WOT also had it’s own do-group experience. For the first time since its inception the WOT has formed its very own Mechanical Engineering do-group for this years Kick-In. Some of our WOT members wanted to help ‘kiddos’ as parents or as they called themselves: ‘senior beunhazen’. Unfortunately, no one of us had do-group parenting experience. However, we did not let that stop us, and made sure that we and the future kiddos would have an amazing kick-in. To make sure that the future kiddos would fit the WOT mindset, we made sure to advertise our do group with workshop tools, welding equipment, campfires and, of course, pancakes🥞! Especially the pancakes made us popular during the do-group market, as there was a crowd of people who showed up to ‘take a look’. Most importantly though, was that the kiddos that we got seemed content with their do-group.
This September is filled with great opportunities to get to know the WOT.
We will be hosting a variety of WOT-like activities every Wednesday and Thursday night.
The evening starts at about 17:45 and we have dinner together (which you can join), or come by later in the night for the activity, to help with a project or to join us around the campfire.
Wednesday the 4th of September
Terrain tour and marblepump workshop.
This Wednesday we will be giving tours of our terrain, multiple members will be walking around to explain what each contraption or building is and answer any questions you might have.
After the tours (and dinner) we will be starting construction on marble pumps, each course taker can make their own marblepump and take it home with them afterwards.
Here you can find the manual we will be following, but you don’t need to prepare anything.
Thursday the 5th of September
Soldering workshop.
Here you can learn the basics of electronics soldering by completing a few exercises and making a small circuit of your own.
Wednesday the 11th of September
Lecture on well drilling.
We will host a lecture on well drilling, and in particular manual well drilling. Different techniques and concepts will be introduced and discussed and of course there will be time for all your questions.
Thursday the 12th of September
EMAS drilling!
Today we will put some of the learned theory in practice. (or give you a very quick catch up course if you missed last Thursday)
We will be drilling a well by hand using the EMAS method.
Wednesday the 18st of September
Pub quiz.
The one and only WOT pub quiz, with general knowledge and some thematic questions!
Thursday the 19th of September
Fix your own bike, (repareer je fiets voor niets)
This night you will get the chance to fix your own bicycle! we will provide parts and expertise to help you (within reason), you bring a bicycle and your unbridled enthusiasm.
Wednesday the 25th and Thursday the 26th of September
Project work.
Now that you know our association it is time to start working on some actual projects, this is a great way to get to know the workshop and improve your handiness by trial and error. One of the projects we will be working on is a small scale hydroponics system.
Please sign up for an activity if you are interested, it is always possible to withdraw but this helps us estimate how many people (and thus food and materials) to expect.
Signing up can be done here.